Robhoti resimbi isina tsvina rine chitupa cheCE chine ruoko rwe6 axis



Hunhu
-Ruoko rwerobhoti:
- Maitiro ekukanda kufa, ruoko rwealuminium, Rwakareruka uye runochinjika
- Waya dzemukati nedzekumagumo erobhoti zvinogadzirwa nemakambani ane mukurumbira pasi rose: DYEDEN, TAIYO, zvakafanana neABB neFanuc.
- Chigadzirwa chepamusoro cheChinese chemutongi, mota uye chinodzikisa mota.
-Tochi yekuwedera yeMIG:
- Tochi yekuwedera inotonhorerwa nemvura:
- Dhizaini yakagadzirwa zvakanaka yevhiri rekudyisa waya inoita kuti kudyisa waya kuve kwakasimba.
- Iine sensor yekudzivirira kuputika
-Muchina wekunamira weMIG:
Muenzaniso: Aotai NBC350RP
- Basa reKurova Kwemoyo Mumwe Chete, voltage inogara iripo
- Zvinhu Zvinoshanda: Simbi yekabhoni, simbi isina ngura, Aluminium
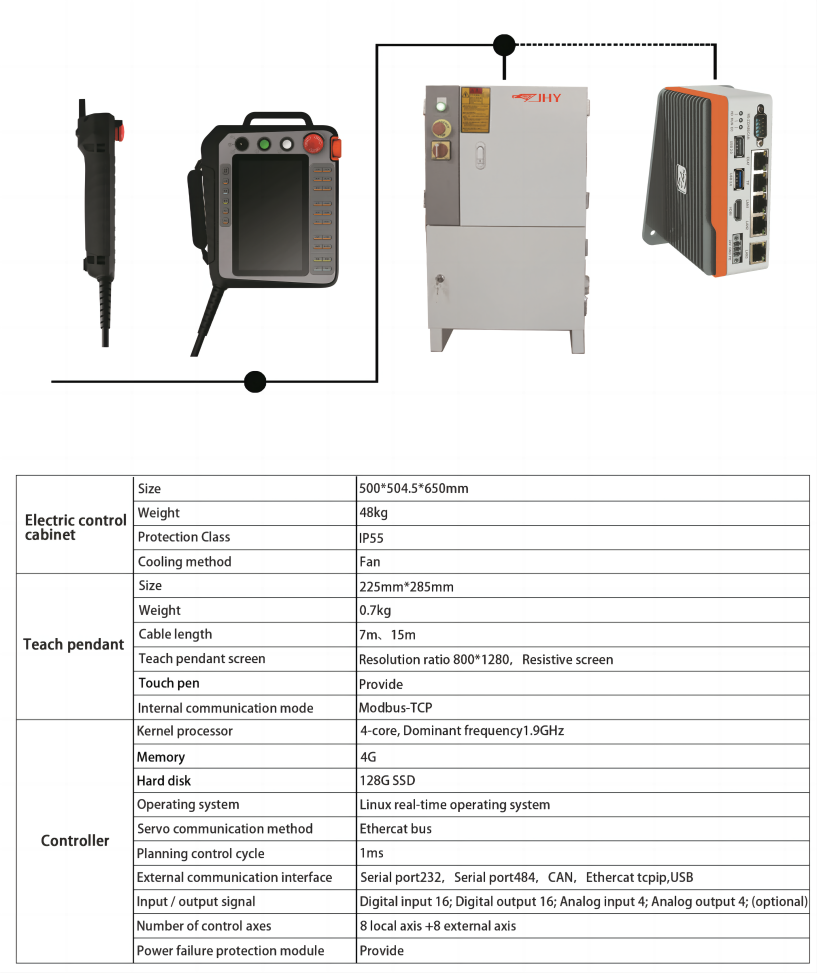
-JHY sisitimu yekudzora marobhoti ekuwedera:
-Welding positioner & robhoti kufamba njanji
- Zvigadziko zvekuwedera zvine axis imwe, axis mbiri uye axis nhatu zvinosarudzwa. Saizi yemutoro netafura yekushandira zvinogona kugadziriswa zvichienderana nezvinodiwa.
- Njanji yekufamba nemarobhoti inogona kugadzirwa neyakagadziriswa zvinoenderana nezvinodiwa nemutengi. Kureba 3/6/9/12M. Mutoro wepayload: 500/1000KG
Kunyatsoteerera zvese zvinoitwa kunoita kuti BR ROBOT ive nani
Nyora meseji yako pano woitumira kwatiri




