Robhoti re1800mm MAG rekushongedza simbi yakakora yekabhoni




Hunhu
-Ruoko rwerobhoti:
- Maitiro ekukanda kufa, ruoko rwealuminium, Rwakareruka uye runochinjika
- Waya dzemukati nedzekumagumo erobhoti zvinogadzirwa nemakambani ane mukurumbira pasi rose: DYEDEN, TAIYO, zvakafanana neABB neFanuc.
- Chigadzirwa chepamusoro cheChinese chemutongi, mota uye chinodzikisa mota.
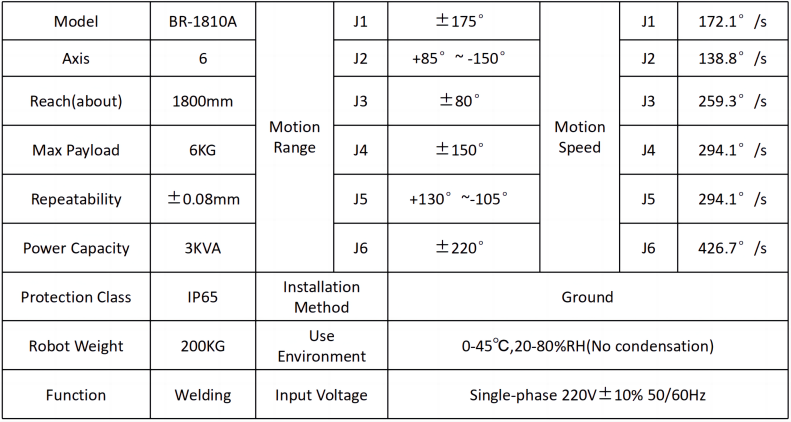
BR-1810 MIGrobhoti rekushongedzaparameters inoratidzwa sezviri pazasi:
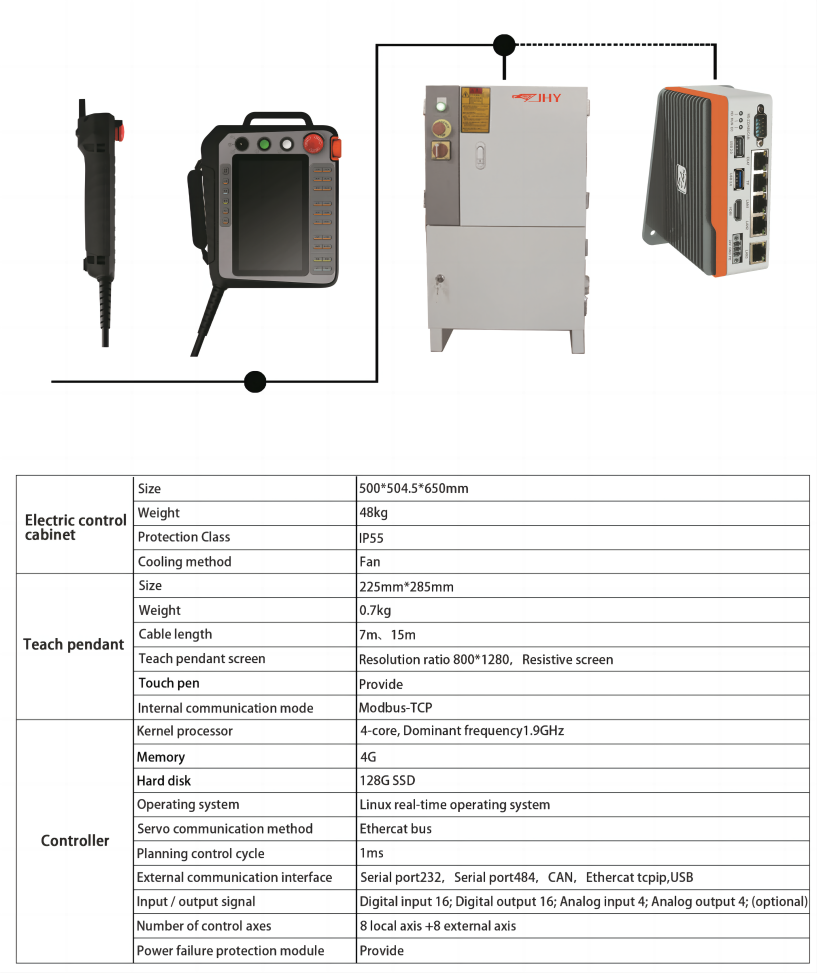
-JHYrobhoti rekushongedzasisitimu yekudzora:
-Welding muchina: MEGMEET Artsen CM500
- Tekinoroji yeDigital Microprocessor Controlled Inverter;
- Kudzora kweSynergic maitiro ekuwelda eMIG/MAG CO2;
- Kuwedera kwakagadzikana kune hurefu hwematanda hunosvika 30mm;
- Kuwana welding yakagadzikana yakamira pa150A newaya ine flux-core uye 50m inter-connection cable set.
- Kutenderera kwebasa 500A 100% @ 40°C
- Rekodhi yakaratidzwa mumaindasitiri makuru kubvira 2014;
- Kushivirira kwakanyanya kushanduka kwemagetsi ekupinda (25%+/-);
- Kudzivirirwa kwePCB newaya-feeder kubva mukuzununguka, kugongana, hunyoro, uye mhepo ine munyu.
-Tochi yekuwedera:
- Yakatonhodzwa nemvura ine mudziyo unodzivirira kudonha kwemoto unonyanya kushanda, inowedzera hupenyu hwemoto
-Welding positioner & robhoti kufamba njanji
- Zvigadziko zvekuwedera zvine axis imwe, axis mbiri uye axis nhatu zvinosarudzwa. Saizi yemutoro netafura yekushandira zvinogona kugadziriswa zvichienderana nezvinodiwa.
- Njanji yekufamba nemarobhoti inogona kugadzirwa neyakagadziriswa zvinoenderana nezvinodiwa nemutengi. Kureba 3/6/9/12M. Mutoro wepayload: 500/1000KG
-Kugadziriswa kwemuchina kuri nyore uye kuri nyore kushandisa, uye hupenyu hwebasa hwakagadzirwa hunopfuura makore gumi
Kunyatsoteerera Chinhu Chese Chinoita Kuti Robhoti reJHY Rive Nani
Nyora meseji yako pano woitumira kwatiri


