China 6 axis 1500m robhoti ruoko simbi furemu mig robhoti welding




Hunhu
-Ruoko rwerobhoti:
- Maitiro ekukanda kufa, ruoko rwealuminium, Rwakareruka uye runochinjika
- Waya dzemukati nedzekumagumo erobhoti zvinogadzirwa nemakambani ane mukurumbira pasi rose: DYEDEN, TAIYO, zvakafanana neABB neFanuc.
- Chigadzirwa chepamusoro cheChinese chemutongi, mota uye chinodzikisa mota.
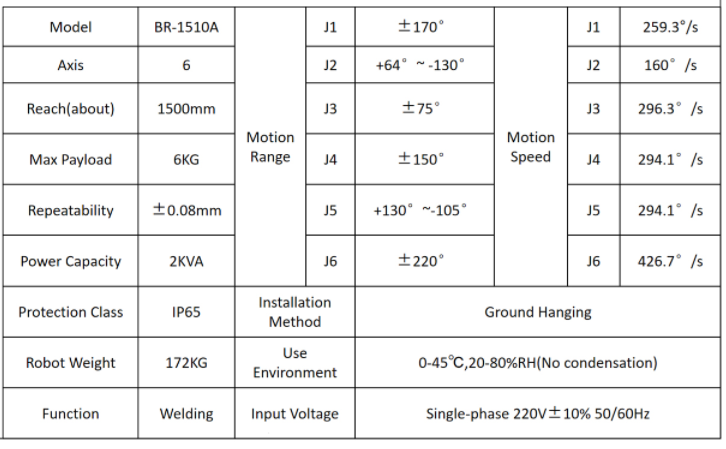
Zviyero zverobhoti reBR-1510 MIG rekugadzirisa midziyo zvinoratidzwa sezviri pazasi:
-JHY sisitimu yekudzora marobhoti ekuwedera:

-Welding muchina: MEGMEET Artsen Pro500PR
- Simba remagetsi reArtsen Pro series welding rakagadzirwa zvichibva paArtsen Plus series welder. Rakagutsa kudiwa kwewelding inoshanda zvakanyanya, kunyanya pamapuleti akakora.
-
Simba remagetsi re500A 100% rinowanikwa kune welder yeArtsen Pro series.
- Nehunyanzvi hwe inverter hwema frequency anosvika 100K HZ uye high-speed sampling, Artsen Pro inokwanisa kudzora zvinhu nemazvo uye inochinjika nemaitiro akasiyana-siyana ekuwelda.
- Nhevedzano yeArtsen Pro inounza LSA, nzira yekuwelda ine hunyanzvi hushoma, seyakajairwa. Thunder Fusion inowanikwawo neArtsen Pro yekuvandudza pulse yepfupi-arc uye double-pulse MIG/MAG.
- Chishandiso cheArtsen Pro chinosanganisa simbi yecarbon, simbi isingasvibi, uye aruminiyamu.
- Yakashongedzerwa neConstant Fusion, iyo inobvumira kumhanya kwewaya pa pulse mode kuchinja otomatiki zvichienderana nehurefu hwe stick-out uye kuchengetedza kupinda kwakadzikama.
- Yakashongedzerwa neUSB port yekuvandudza, ichivimbisa kuti nzira yekuvandudza welding yakagadzirwa neMEGMEET inopinda muhurongwa hwepamusoro hwewelding uye software yewelding yakakodzera kutarisana nemamiriro akasiyana ewelding.
-Tochi yekuwedera:
- Yakatonhodzwa nemvura ine mudziyo unodzivirira kudonha kwemoto unonyanya kushanda, inowedzera hupenyu hwemoto
-Welding positioner & robhoti kufamba njanji
- Zvigadziko zvekuwedera zvine axis imwe, axis mbiri uye axis nhatu zvinosarudzwa. Saizi yemutoro netafura yekushandira zvinogona kugadziriswa zvichienderana nezvinodiwa.
- Njanji yekufamba nemarobhoti inogona kugadzirwa neyakagadziriswa zvinoenderana nezvinodiwa nemutengi. Kureba 3/6/9/12M. Mutoro wepayload: 500/1000KG
-Kugadziriswa kwemuchina kuri nyore uye kuri nyore kushandisa, uye hupenyu hwebasa hwakagadzirwa hunopfuura makore gumi
Kunyatsoteerera Chinhu Chese Chinoita Kuti Robhoti reJHY Rive Nani
Nyora meseji yako pano woitumira kwatiri




