6 Axis MIG MAG Welding Robot Range 1500mm Nemuchina Welding





Hunhu
-Ruoko rwerobhoti:
- Maitiro ekukanda kufa, ruoko rwealuminium, Rwakareruka uye runochinjika
- Waya dzemukati nedzekumagumo erobhoti zvinogadzirwa nemakambani ane mukurumbira pasi rose: DYEDEN, TAIYO, zvakafanana neABB neFanuc.
- Chigadzirwa chepamusoro cheChinese chemutongi, mota uye chinodzikisa mota.
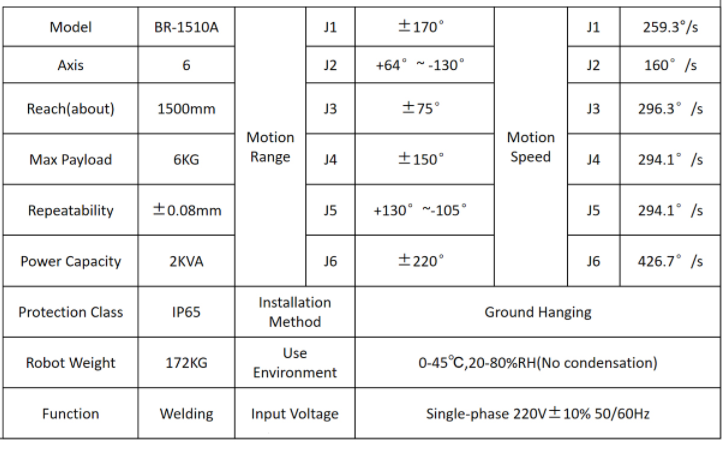
Zviyero zverobhoti reBR-1510 MIG rekugadzirisa midziyo zvinoratidzwa sezviri pazasi:
-JHY sisitimu yekudzora marobhoti ekuwedera:

-Muchina wekunamira: :Aotai NBC350RL
-
Ine nzira nhatu dzekushongedza: kudonha kwakaderera, kupinza nzvimbo nekukurumidza uye kumanikidzwa nguva dzose
- Inogona kusanganisa simbi yekabhoni ine 1 ~ 3mm ne ultra-low spatter welding. Huwandu hwe spratter welding hunoderedza ne60%;
- Kupisa kunodzikiswa ne10% ~ 20%, uye kusungirirwa kwemaplate matete kuri nyore kudzora uye kushanduka kwacho kudiki;
- Sisitimu yedhijitari yakazara inoita kuti shanduko yemadonhwe inyatso gadziriswa uye inoita kuti welding irambe yakasimba uye irambe ichienderera mberi;
- Tekinoroji yekushandura zvinyoro-nyoro inogona kuvandudza kuvimbika kwemuchina wese uye kuchengetedza simba nemagetsi;
- Sisitimu yekudzora waya yedhijitari ine kunyatsogadzirwa, chishandiso chekudyisa waya yedhijitari ine mavhiri maviri ine encoder chinogona kuve nechokwadi chekuti waya yekudya yagadzikana kunyangwe zvinhu zvekunze zvakaita semagetsi emagetsi uye kuramba kwewaya yekudya zvikachinja.
-Tochi yekuwedera:
- Yakatonhodzwa nemhepo ine mudziyo unodzivirira kudonha kwemoto unonyanya kusimba, inowedzera hupenyu hwemoto
-Welding positioner & robhoti kufamba njanji
- Zvigadziko zvekuwedera zvine axis imwe, axis mbiri uye axis nhatu zvinosarudzwa. Saizi yemutoro netafura yekushandira zvinogona kugadziriswa zvichienderana nezvinodiwa.
- Njanji yekufamba nemarobhoti inogona kugadzirwa neyakagadziriswa zvinoenderana nezvinodiwa nemutengi. Kureba 3/6/9/12M. Mutoro wepayload: 500/1000KG
-Kugadziriswa kwemuchina kuri nyore uye kuri nyore kushandisa, uye hupenyu hwebasa hwakagadzirwa hunopfuura makore gumi
Kunyatsoteerera Chinhu Chese Chinoita Kuti Robhoti reJHY Rive Nani
Nyora meseji yako pano woitumira kwatiri




